If you’re a cabinet maker using a PCD raised panel cutter for doors, you’ve probably Googled these questions more than once:
- “Why is my 80mm+ PCD raised panel cutter overheating?”
- “What CNC speed works for a 3-flute PCD cutter with a 3/4-inch shank?”
- “How do I stop chips from clogging my cutter during 3/4-inch deep MDF cuts?”
Recently, a U.S. cabinet maker reached out to DiZiK TOOLING with all three problems—their custom 80mm+ 3-flute PCD raised panel cutter (3/4-inch shank) was blackening mid-cut on 3/4-inch MDF. The fix? It wasn’t a new tool—it was two small CNC parameter tweaks. Let’s walk through their story, what we did, and how DiZiK can save you from the same headache.
The Customer’s Mess (You’ve Probably Been Here Too)
This customer builds high-end American-style cabinets—think thick, detailed door panels that need crisp cuts. They invested in a custom 80mm+ outer diameter PCD raised panel cutter (3 flutes, 3/4-inch shank) specifically for 3/4-inch deep cuts in MDF. Makes sense, right? MDF is the go-to for cabinet doors, and a large PCD cutter should handle it.
But here’s where things went wrong: They set their CNC like they did for smaller cutters:
- Spindle speed: 15,000 RPM (they thought “faster = cleaner cuts for big tools”)
- Feed rate: 9 meters per minute
Within 20 minutes, they had to hit pause. The cutter was so hot it left black marks on the MDF, chips were gunking up the 3 flutes, and even though the PCD edge was still sharp, they were terrified of ruining a $500+ tool. Local suppliers just shrugged and said, “Maybe the cutter’s defective.” That’s when they found DiZiK TOOLING—we don’t just sell tools; we solve tooling problems.
Why Their 80mm+ PCD Cutter Was Failing (It’s Not the Tool—Yet)
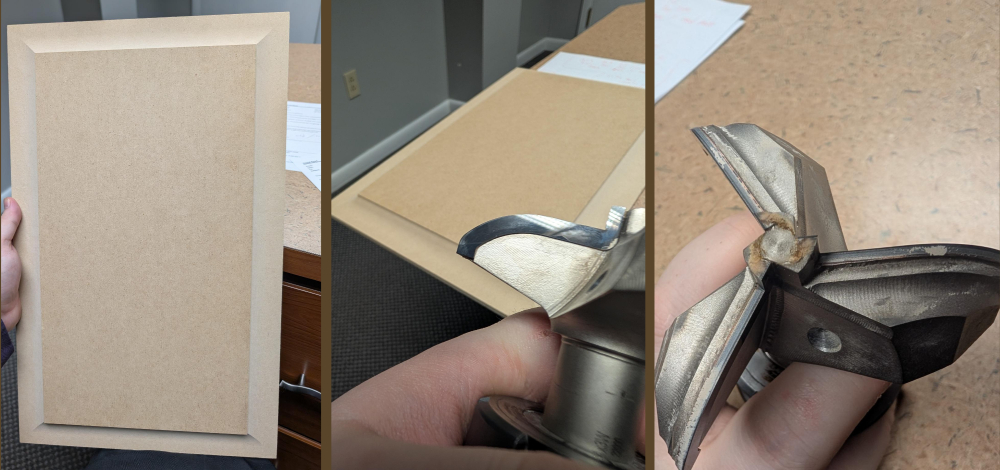
We asked them to send photos of the cutter, a quick video of the cut, and their parameter log—standard for DiZiK’s team. What we saw wasn’t a “bad” cutter; it was a cutter designed without considering its size and the cut depth:
- Chip evacuation angle was too tight for 80mm+: A large 80mm+ cutter removes way more MDF per pass than a smaller one. This cutter’s angle for pushing chips away was too narrow—so chips piled up instead of flying off, creating friction that heated the body.
- No extra clearance for 3/4-inch deep cuts: The gap between the cutter body and MDF was too small. For 3/4-inch deep cuts, you need more space to let chips escape—this one didn’t have it, so debris got trapped and made the heat worse.
The good news? They didn’t need a new cutter. We just needed to adjust their CNC to work around the design flaws—something DiZiK does every day for customers with custom setups.
DiZiK’s Quick Fix: 2 CNC Tweaks That Saved the Day
Here’s the secret about large PCD raised panel cutters (80mm+): They have more surface area touching the MDF, so you don’t want them “rubbing” longer than necessary. We told them to change two numbers:
- Spindle speed: Drop from 15,000 RPM to 13,000 RPM. Slower speed = less repeated scraping on the 80mm+ body (no more overheating).
- Feed rate: Boost from 9 m/min to 12 m/min. Faster feed = the MDF moves past the cutter quicker, so chips don’t have time to clog the 3 flutes (perfect for 3/4-inch deep cuts).
They were skeptical at first—“Lower speed for a bigger cutter? That feels wrong!”—but they trusted us. And wow, did it work.
The Results: 24 Panels Later, Cutter Still Runs Cool
After testing DiZiK’s parameters on 24 sheets of 3/4-inch MDF (that’s 12 full door sets):
- The 80mm+ PCD cutter was cool to the touch—no more black marks.
- The cuts were smooth as glass—no burrs, no uneven edges (exactly what they need for American-style doors).
- Chips cleared out of the 3 flutes like magic—no more stopping to clean.
They emailed us later saying, “DiZiK didn’t just fix our cutter—you saved our week. We’ll never order a tool without checking with you first.”
DiZiK’s 3 Rules for Your PCD Raised Panel Cutter (No Guesswork)
From this case, we pulled 3 easy rules to keep your PCD raised panel cutter (especially 80mm+, 3-flute, 3/4-inch shank) running perfectly:
1. Order a Cutter Designed for Your Exact Setup
When you work with DiZiK TOOLING, we don’t just ask “what cutter do you want?” We ask:
- “Is your cutter 80mm+ outer diameter?” (We widen the chip angle for large tools.)
- “Will you cut 3/4-inch deep MDF?” (We add extra clearance so chips don’t trap.)
- “What’s your CNC’s max feed rate?” (We tailor the cutter to your machine.)
No more one-size-fits-all—just a tool that works from day one.
2. Spindle Speed: 13k–14k RPM for 80mm+ 3-Flute Cutters
15,000 RPM is too fast for big cutters. The 80mm+ body has more edge touching the MDF, so slower speed reduces friction. Stick to 13,000–14,000 RPM for 3/4-inch deep MDF—you’ll get clean cuts without the heat.
3. Feed Rate: 12–13 m/min (Faster = Cooler for Large Tools)
Slower feed rates let chips build up on the 80mm+ body. 12–13 m/min moves the MDF past the cutter fast, so chips flush out—even in deep cuts. Just make sure your CNC can handle it (if not, DiZiK sells custom CNC setups too!).
DiZiK TOOLING: More Than PCD Cutters—Your Full Tooling Solution
If you’re tired of fighting with your PCD raised panel cutter for doors, DiZiK does more than fix parameters. We’re your one-stop shop for:
- Custom PCD cutters: 80mm+, 3-flute, 3/4-inch shank, or any size—designed for your material (MDF, solid wood, whatever you use).
- CNC parameter tuning: We’ll match your cutter to your machine so you never guess again.
- Custom equipment: If your current CNC can’t handle large cutters or deep cuts, we build machines that do.
We don’t just sell tools—we make sure your entire door-making process runs smoothly.
If your PCD raised panel cutter is overheating, clogging, or leaving bad cuts, send us a photo of the tool and your current parameters. We’ll give you a free tweak (no strings attached). And if you need a new custom cutter? We’ll have it built to your exact specs—fast.
Stop wasting time and money on tools that don’t work. Contact DiZiK TOOLING today—we’re the right toolings supper. 














